Solving the “Hard & Brittle” Paradox: How Conprofe PCD Drills Redefine CNC Machining Precision
 April 28, 2026 3:15 pm
April 28, 2026 3:15 pmHard, brittle materials like single-crystal silicon, CVD silicon carbide, and quartz glass are among the most challenging workpieces a CNC shop can face. Conventional carbide drills chip at the entrance, crack at the bottom, and wear out long before the batch is finished. PCD (polycrystalline diamond) offers a fundamentally different approach—harder than carbide, cooler than copper, and chemically inert against non-ferrous metals and composites. This newsletter explains what makes PCD a superior cutting material, introduces Conprofe’s Solid PCD Drill series, and presents four validated case studies where PCD drills solved previously “impossible” micro-hole applications.
I. Not All Diamonds Are for Rings: Meet the PCD That Cuts
Diamond is the hardest and most wear-resistant material known in nature. In engineered cutting tools, synthetic diamond is typically divided into two crystal structures: polycrystalline and single crystal. These diamonds are manufactured either through Chemical Vapor Deposition (CVD) or High Pressure/High Temperature (HPHT) methods.
However, the most common synthetic diamond material used in indexable and solid tools is the Polycrystalline Diamond Compact (PDC), universally abbreviated as “PCD”, which is produced via HPHT.
What makes PCD unique for machining is not just its hardness, but the specific role of its binder—cobalt. Cobalt improves electrical discharge machinability (EDM) and enhances toughness. This creates a material with the following critical attributes for cutting tools:
Extreme Hardness: Up to HV 8,000, which is 6-8 times harder than tungsten carbide.
Superior Thermal Conductivity: 700 W/mK, which is 1.5-9 times higher than carbide, and even higher than PCBN or copper. This rapidly dissipates heat from the cutting zone.
Low Friction Coefficient: 0.1-0.3 (compared to 0.4-1.0 for carbide). This directly reduces cutting forces and energy consumption.
Low Thermal Expansion: 0.9-1.18 x 10⁻⁶ /K (approx. 1/5 that of carbide), ensuring minimal thermal deformation and high precision.
Chemical Inertness: Very low affinity with non-ferrous metals and non-metallic materials. This prevents built-up edge (BUE) and allows for superior surface finishes.
Physically, a PCD cutting tool is typically a PCD compact (diamond layer + carbide substrate) brazed onto a steel or carbide body. This combination provides the wear resistance of diamond with the toughness of a metallic support.
II. More Than a Drill: Conprofe PCD Drills Engineered for the Tough Works

Conprofe has developed a comprehensive super-hard cutting tool portfolio, including Solid PCD Drills, Solid PCD Micro-Edge Cutting Tools, Solid PCD Thread Mills, Solid PCD Helical Milling Tools, brazed PCD tools, and MCD/CVD single-crystal diamond tools. Through proprietary manufacturing processes and rigorous quality control, Conprofe has earned recognition from precision manufacturers globally, achieving nanometric precision and exceptional tool life.
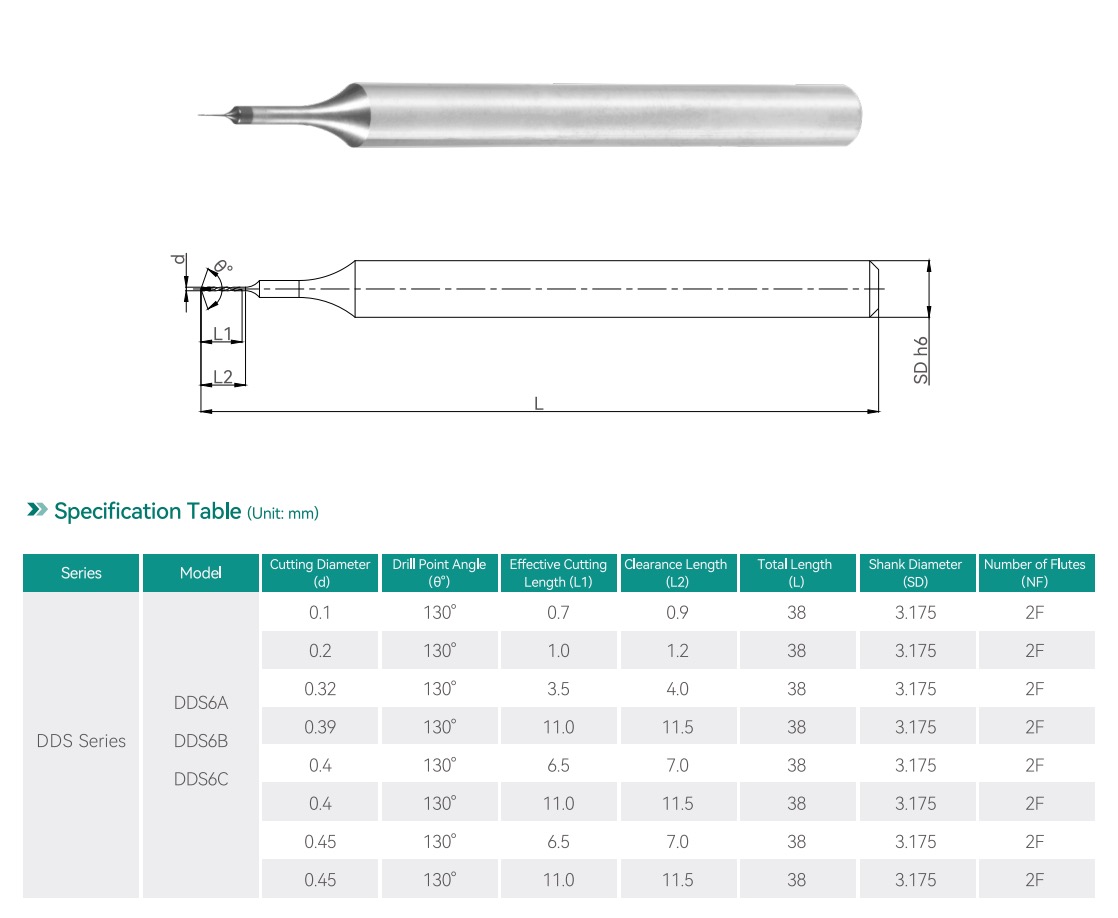
Solid PCD Drill - DDS Series
Within this portfolio, the Conprofe Solid PCD Drill series (DDS, DDM, DDL covering diameters from 0.1 mm to 12.0 mm) stands out for four specific engineering advantages:
Micron-Level Accuracy: The extreme hardness and sharp cutting edge of PCD allow for consistently tight hole tolerances directly from the drilling operation. In many CNC precision applications, this eliminates the need for a secondary reaming pass, streamlining production.
Ultra-Long Life via HPHT Technology: Most conventional PCD drills are “brazed”—a diamond tip is glued or brazed onto a carbide body. This creates a potential failure point (tip detachment). Conprofe’s Solid PCD Drills integrate diamond powder with a carbide substrate under HPHT. The result is a monolithic structure with no interface weakness, dramatically reducing tool change downtime.
The First Choice for Difficult-to-Machine Materials: PCD’s low affinity with non-ferrous metals makes it ideal for challenging materials. In aluminum alloy, for example, carbide tools wear rapidly. PCD does not react with the material, and with a mirror-polished rake face, it virtually eliminates built-up edge (BUE), ensuring dimensional stability and surface quality over long production runs.
Micro-Machining Capability: As electronics, medical devices, and semiconductor parts become smaller, micro-hole demands increase. Conprofe’s Solid PCD Drills are specifically engineered for diameters below 1.0 mm, delivering the edge strength and runout accuracy required for stable micro-hole production.
III. The Proof Is in the Hole: Four Hard-Brittle Materials, One PCD Drill
The true value of solid PCD drills is most evident in hard-brittle materials (ceramics, glass, silicon carbide, graphite, etc.) where conventional tools cause chipping, cracking, and rapid wear. Here are four validated examples:
Case 1: Single-Crystal Silicon – Curved Electrode
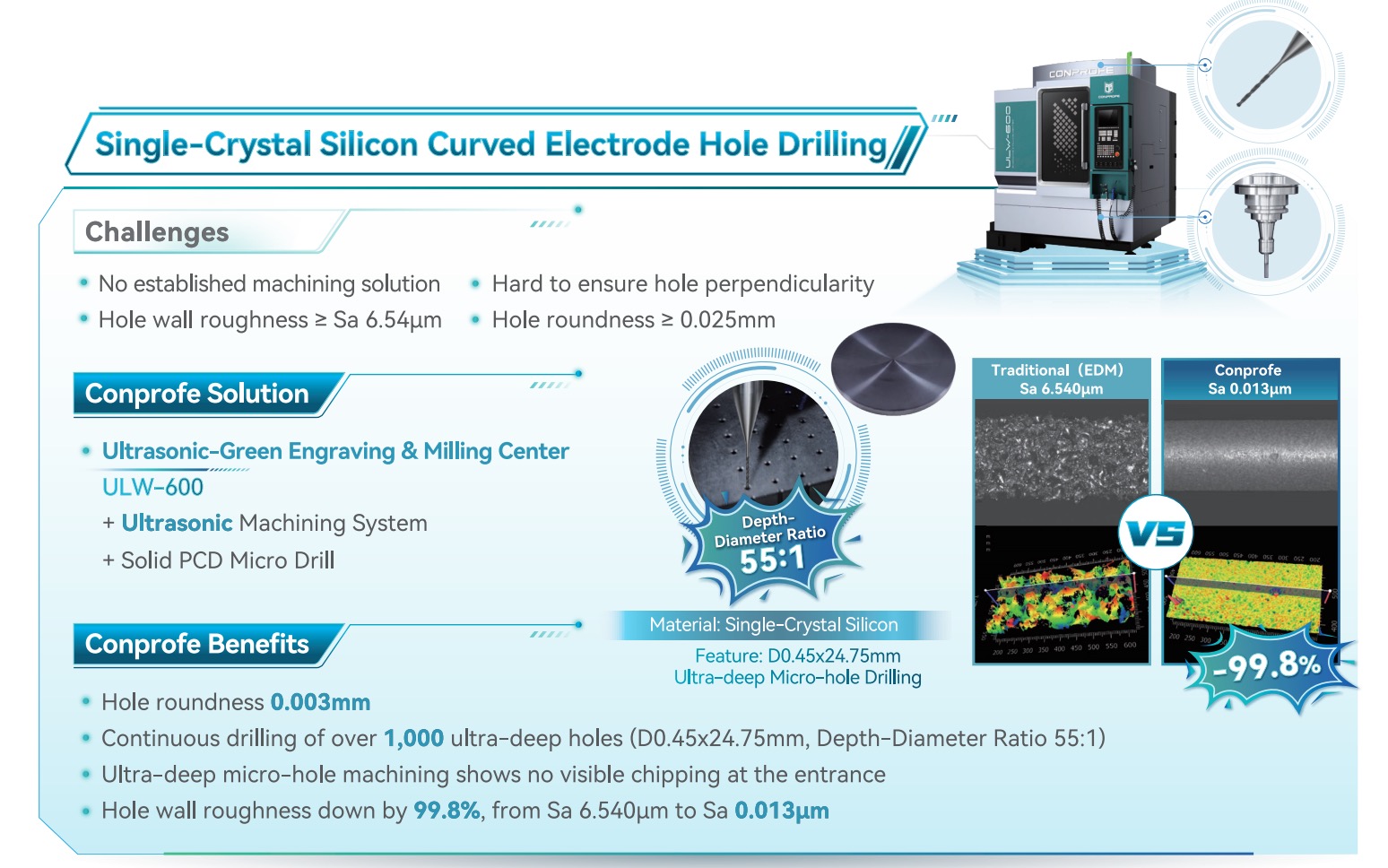
Challenge: Drill 0.45 mm diameter x 24.75 mm depth holes (55:1 depth-diameter ratio) in brittle single-crystal silicon.
Results: Successfully machined >1,000 holes continuously; No visible chipping at the hole entrance; Hole roundness up to 0.003 mm; Surface roughness (Sa) reduced from 6.540 µm to 0.013 µm (a 99.8% improvement).
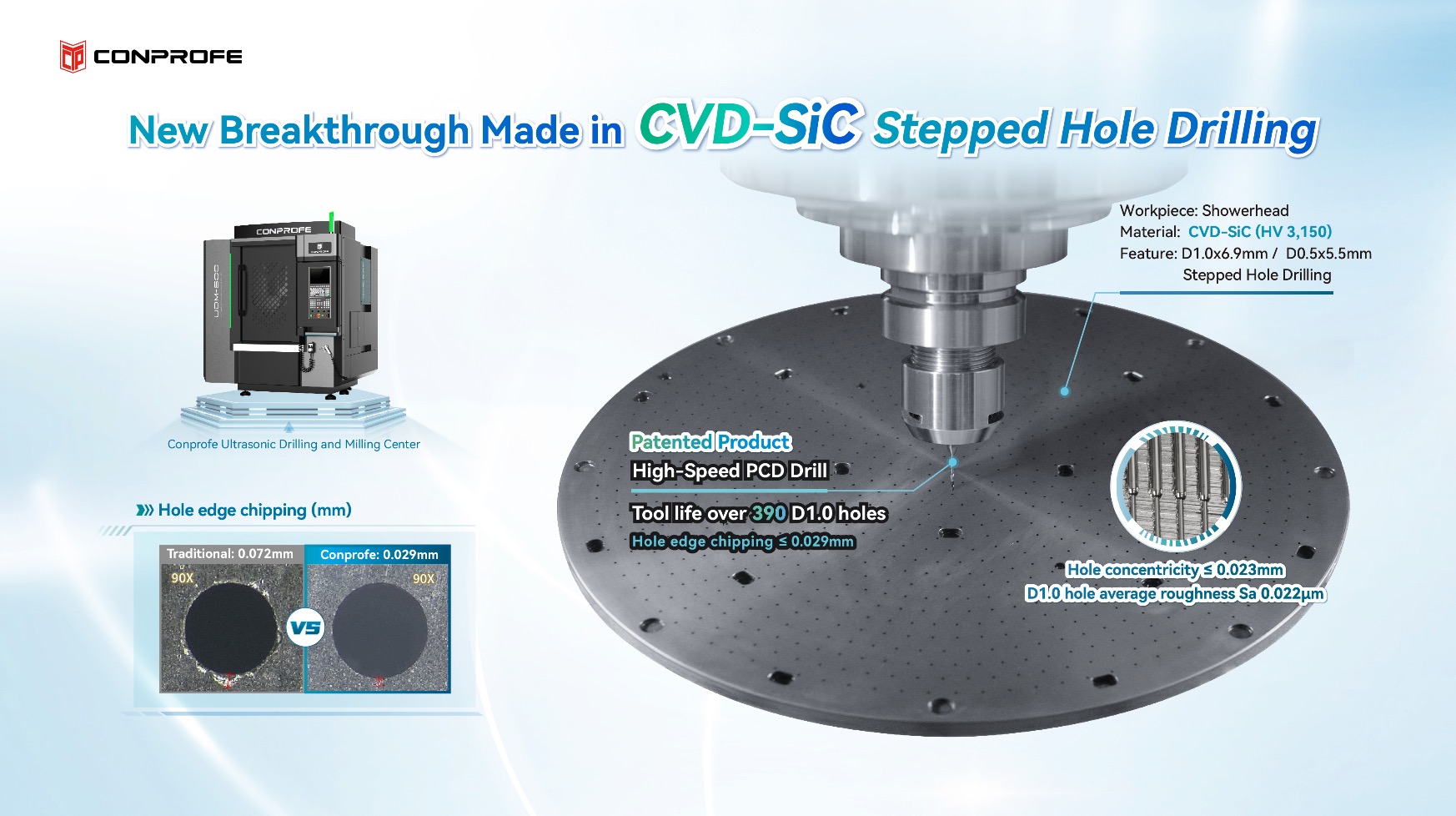
Case 2: CVD Silicon Carbide (SiC) – Showerhead
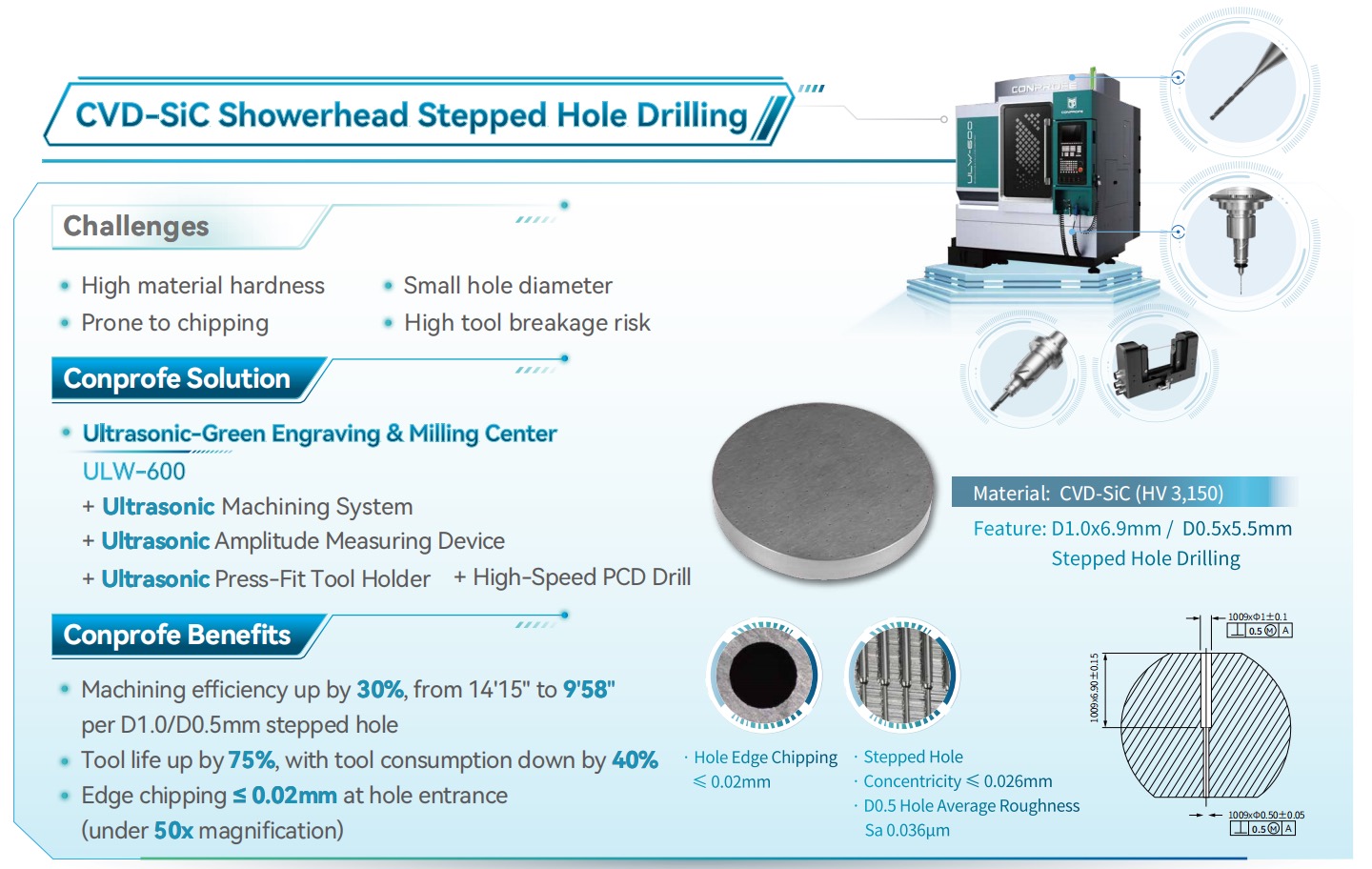
Challenge: Machine D1.0/D0.5 mm stepped holes in hard CVD SiC.
Results: Cycle time reduced from 14 min 15 sec to 9 min 58 sec (30% faster); Tool life increased by 75%; Tool consumption reduced by 40%; At 50x magnification, edge chipping ≤ 0.02 mm.
Case 3: Quartz Glass – Showerhead

Challenge: Drill 1,200 holes of D0.5 x 5 mm (10:1 D:D) in quartz glass without edge fractures.
Results: Cycle time reduced from 270 sec to 75 sec per hole (72% faster); Edge chipping reduced from 0.4 mm to 0.13 mm (68% reduction); Smooth hole walls maintained across entire batch.
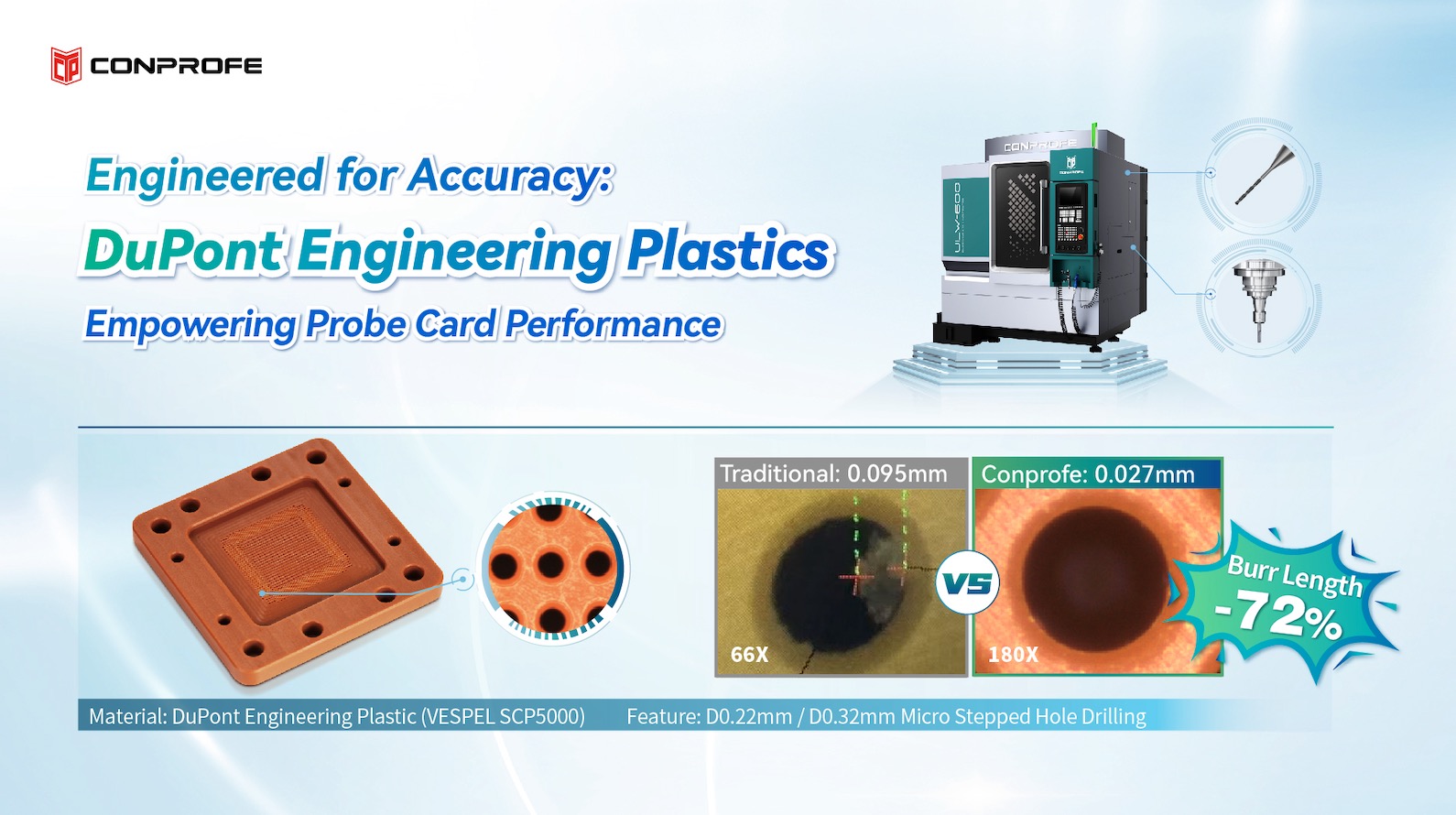
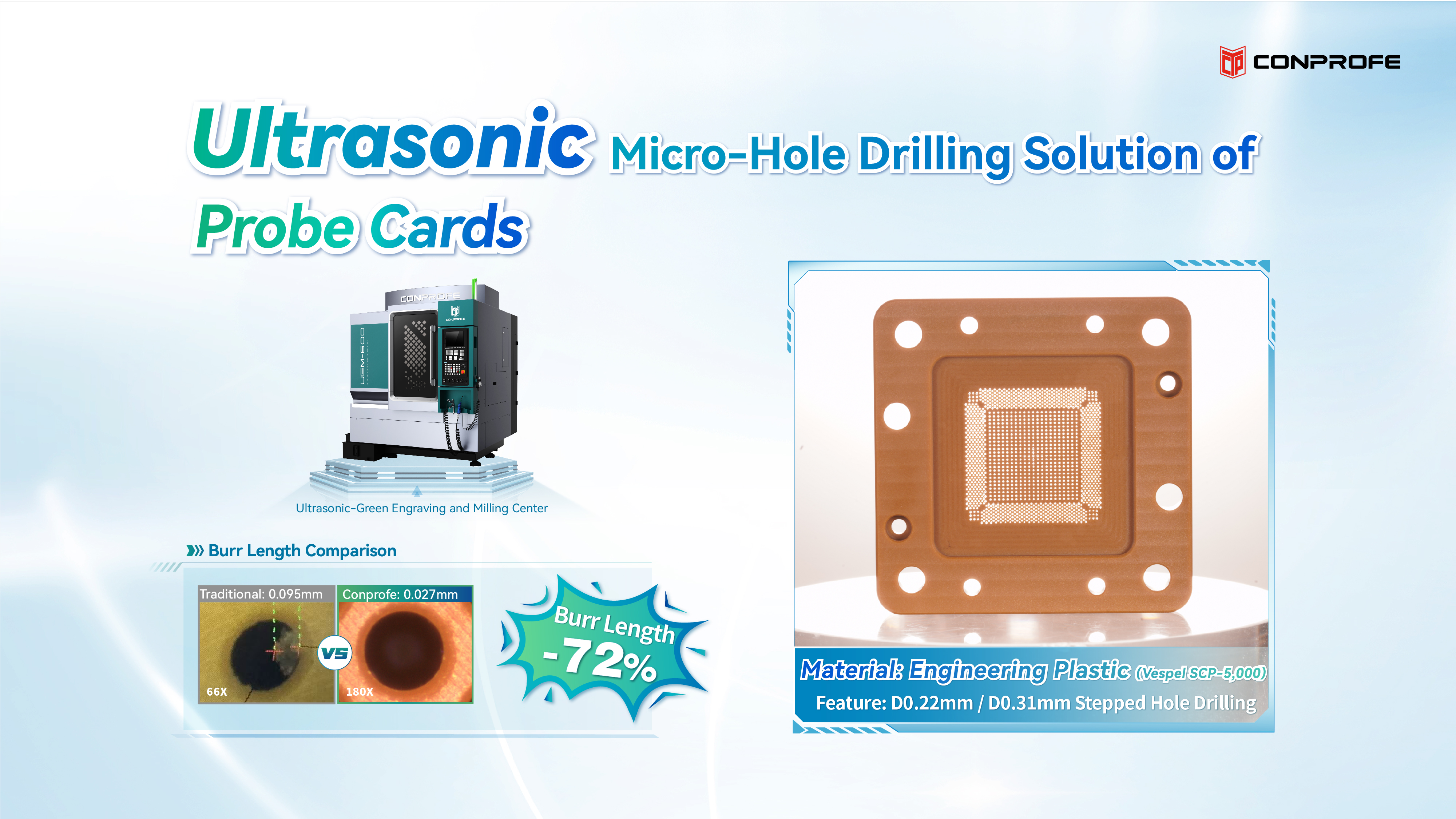
Case 4: Engineering Plastic – VESPEL SCP5000 Probe Card
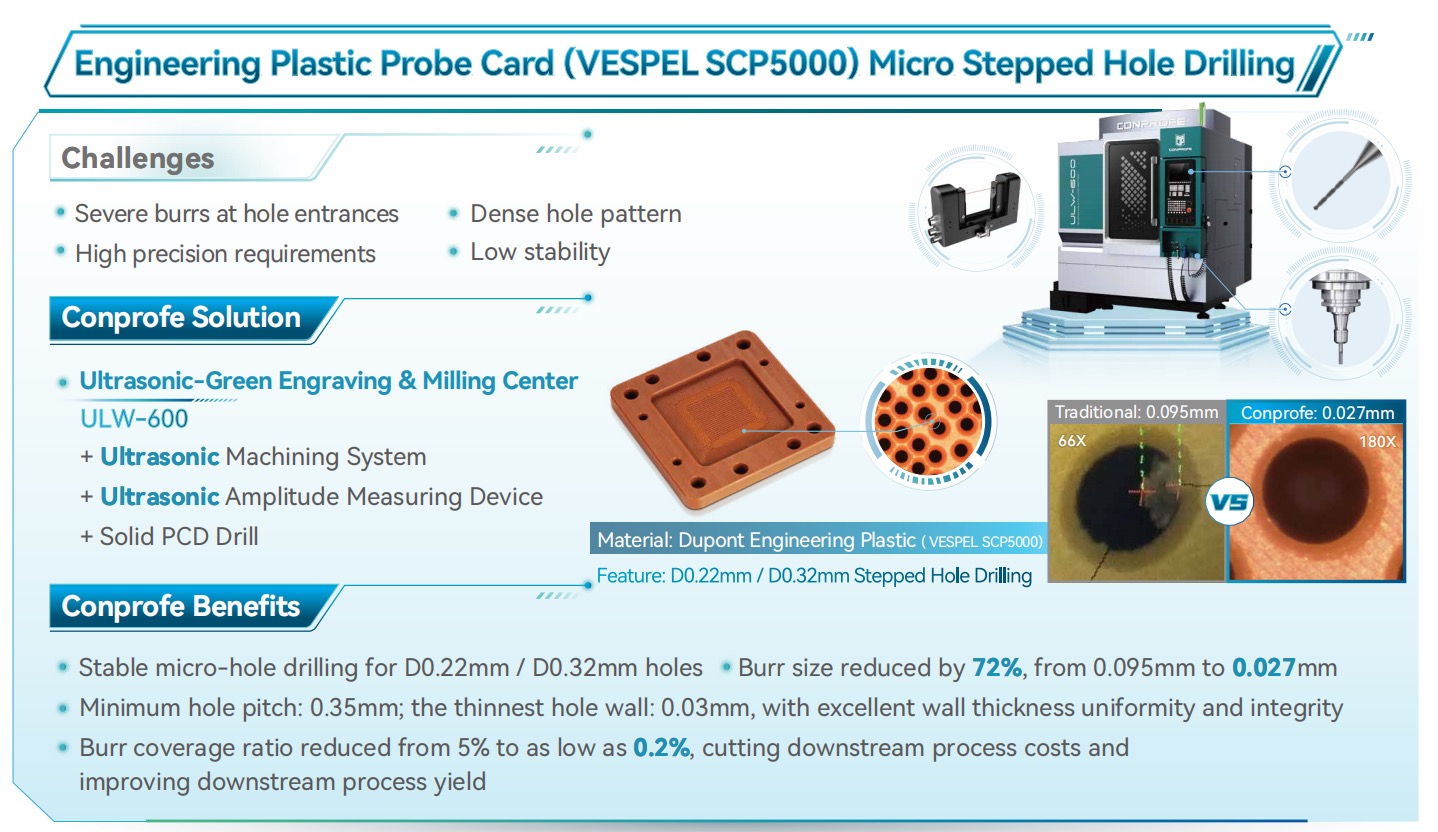
Challenge: Drill D0.22 mm / D0.32 mm stepped holes with only 0.35 mm pitch and 0.03 mm wall thickness. Traditional tools produced significant burrs.
Results: Burr coverage reduced from 5% to 0.2%; Burr length reduced from 0.095 mm to 0.027 mm (72% reduction); No wall breakage with consistent wall thickness.
Your Move: See Conprofe Solid PCD Drills in Person or Online
These case studies demonstrate that PCD is not merely a consumable—it is a process enabler for hard, brittle, and ultra-deep micro-hole applications. Whether you are machining single-crystal silicon, CVD SiC, quartz glass, or advanced engineering plastics, Conprofe’s Solid PCD Drills offer a quantifiable improvement in precision, tool life, and cost-per-hole.

We invite you to take the next step:
Contact us directly or reach out to any Conprofe’s authorized distributor worldwide for technical consultation or sample testing.
Meet us in person: Visit Booth 2161 at SEMICON SEA (May 5–7). Bring your most challenging hard-brittle material samples. Let’s discuss how Conprofe PCD drilling technology can solve your micro-machining bottlenecks.
* Conprofe reserves the right to technical specifications. Case study results are based on specific parameters and may vary by application.