Cycle Time Cut by 41%, Tool Cost Down by 50%: Upgrading CVD SiC Hole Drilling with Conprofe’s UDM + G7.0 Ultrasonic System
 June 2, 2026 4:19 pm
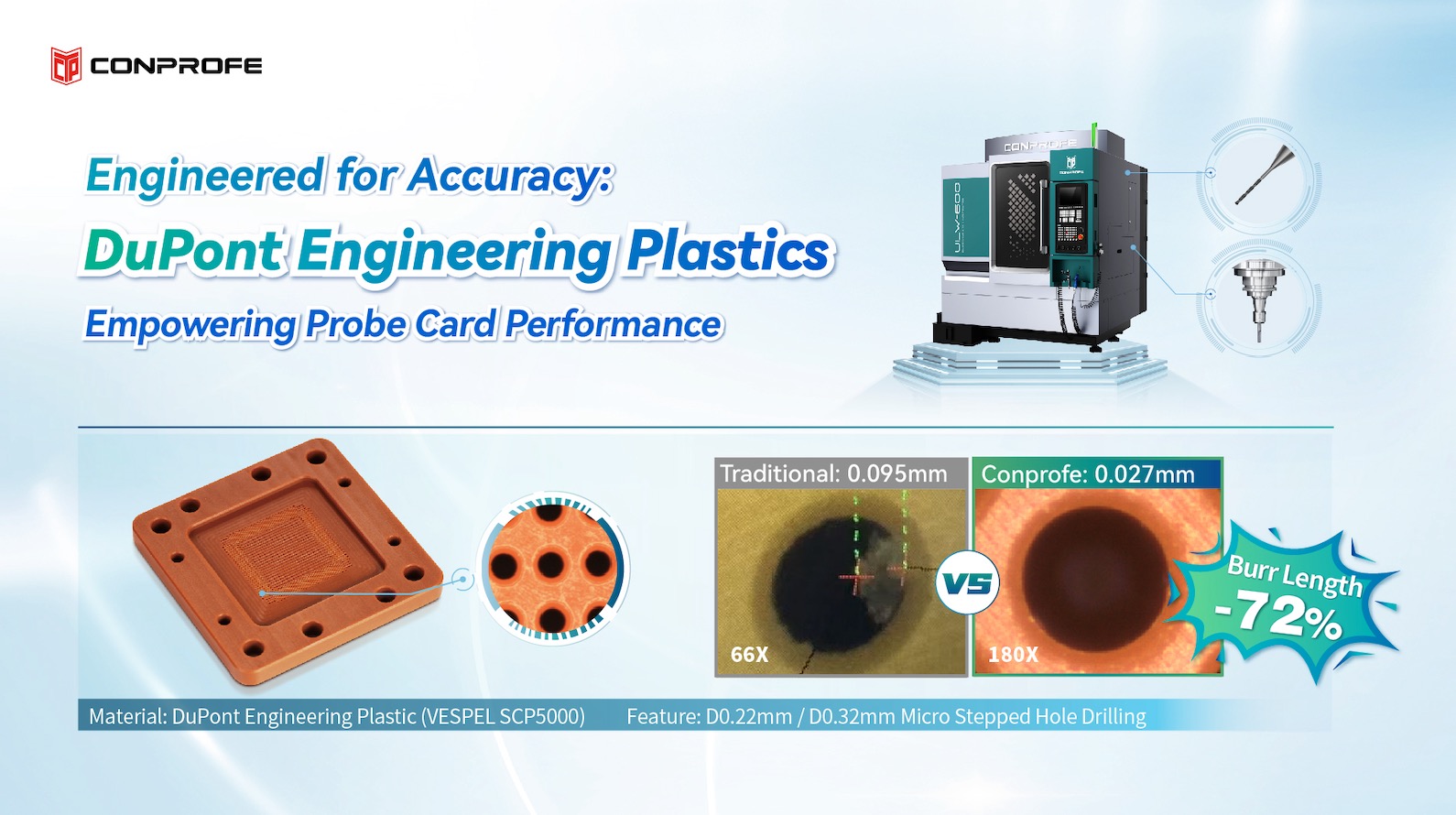
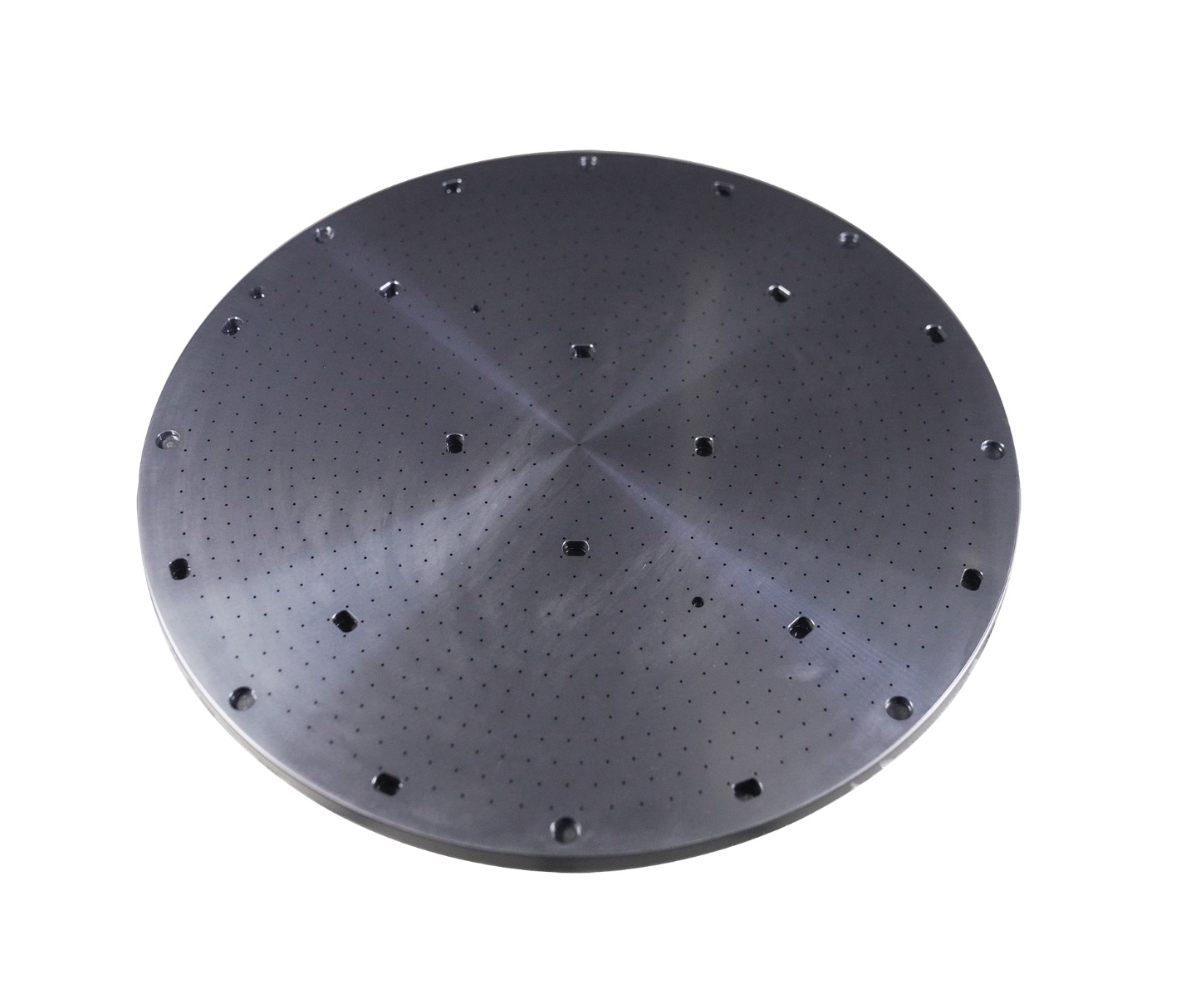
June 2, 2026 4:19 pmIn semiconductor manufacturing, material challenges often become production bottlenecks. CVD silicon carbide (SiC) is one such material – extremely hard, brittle, and notoriously difficult to machine. As a critical component in etching equipment, the CVD SiC showerhead demands micro-scale precision: densely distributed stepped holes with exceptional uniformity and surface integrity.
Traditional machining approaches have struggled with rapid tool wear, edge chipping, micro-cracks, and high scrap rates. This has historically forced manufacturers to rely on overseas supply for high-precision CVD SiC showerheads, underscoring a clear need for a reliable, high-performance domestic alternative.
Conprofe has recently achieved a quantifiable breakthrough. By integrating our new Ultrasonic Drilling and Milling Center UDM-600 with our proprietary 7th-Generation Ultrasonic Machining System, we successfully machined D1.0/D0.5 mm stepped holes in a CVD SiC showerhead – delivering a 41% reduction in cycle time per hole, a 105% increase in tool life, and more than a 50% reduction in tooling cost. Below is a detailed, data-driven look at the solution.
The Material Challenge: Why CVD SiC Is Difficult

CVD SiC offers outstanding properties – high thermal conductivity, excellent bending strength, high elastic modulus, corrosion resistance, and thermal stability. However, these same properties make it a typical difficult-to-machine hard and brittle material.
The primary challenges include rapid tool wear, where the extreme hardness and high elastic modulus cause micro-chipping and abrasive wear on drill edges, especially in micro-hole drilling. There is also a high edge-chipping risk, as stress concentrates at hole entry and exit, and the low fracture toughness leads to brittle fracture and poor edge quality. Furthermore, micro-crack formation occurs when combined mechanical and thermal stress easily generates surface and subsurface micro-cracks, compromising component reliability.
These challenges have long left manufacturers with few viable options: tolerate low efficiency and frequent scrap, or turn to overseas-dominant supply chains for finished parts.
Conprofe’s Integrated Solution: 41% Faster, 105% Longer Tool Life, 50% Lower Cost
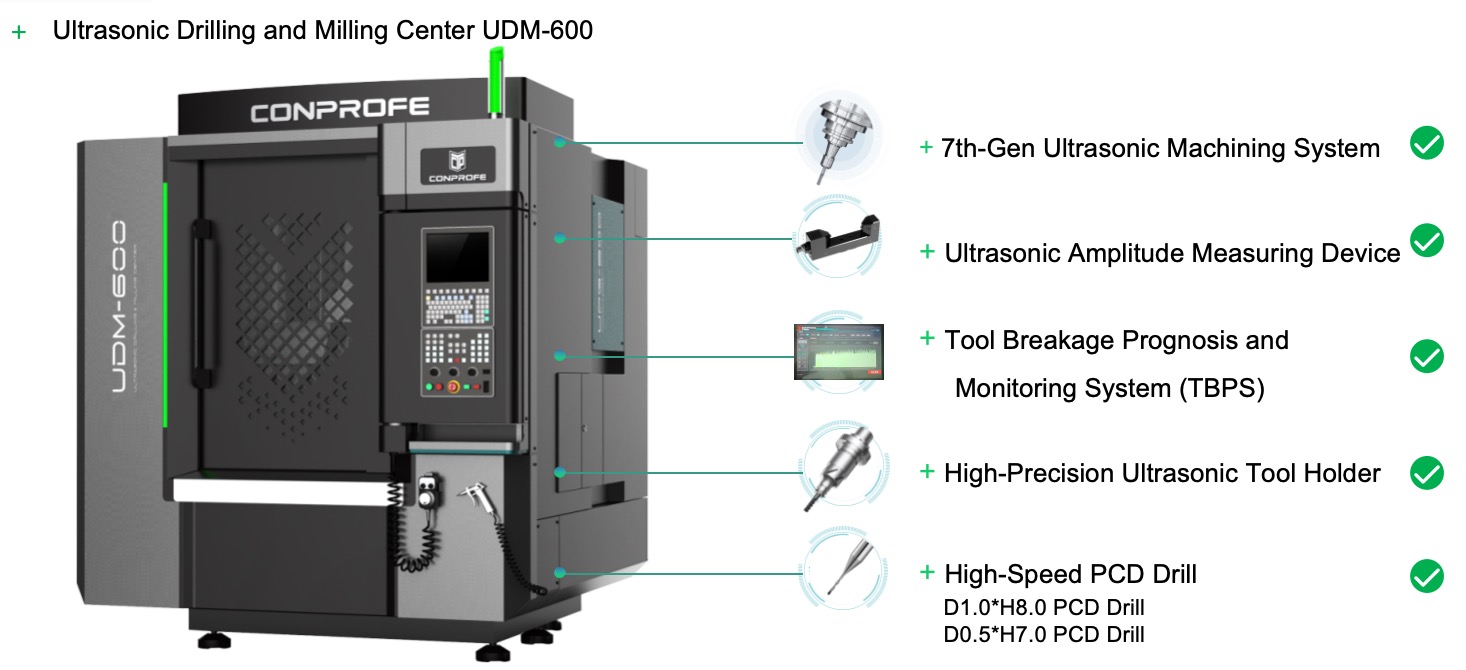
For this CVD SiC showerhead project, featuring D1.0×6.9mm and D0.5×5.5mm stepped holes, Conprofe deployed a turnkey, integrated machining system. The solution comprises the Ultrasonic Drilling and Milling Center UDM-600, the 7th-Generation Ultrasonic Machining System, an Ultrasonic Amplitude Measuring Device, a Tool Breakage Prognosis and Monitoring System (TBPS), and High-Precision Ultrasonic Tool Holders paired with High-Speed PCD Drills. This combination directly addresses the root causes of poor machinability in CVD SiC: uncontrolled stress concentration and tool vibration.
The UDM-600 Ultrasonic Drilling and Milling Center

The UDM-600 features a built-in ultrasonic electric spindle reaching a maximum speed of 40,000rpm. It employs full closed-loop linear encoder control, achieving positioning accuracy of 2μm and repeatability of 1.5μm. The X, Y, and Z axes can be optionally equipped with linear motors, enabling a rapid traverse speed of 60 m/min. The cast iron bridge structure paired with high-rigidity roller guide rails provides high stability and vibration damping, while the zero-transmission linear motor drive eliminates backlash, elastic deformation, and wear. This design ensures that mechanical precision is not compromised by high-frequency Z-axis reciprocating motion during deep micro-hole drilling.
The 7th-Generation Ultrasonic Machining System
After seven iterations, Conprofe’s proprietary Ultrasonic Machining System now integrates patented sine wave drive, amplitude linear control, adaptive control, and an ultrasonic communication system, enabling precise regulation and efficient transmission of ultrasonic energy, thereby effectively solving machining challenges posed by hard-brittle materials, compositess, difficult-to-cut metals, engineering plastics, and other advanced materials.
G7.0 Upgrade Highlights

Optimized Ultrasonic Tool Holder Structural Design: The ultrasonic tool holder features a compact design that delivers both high rigidity and precision-grade low runout, enabling efficient integration with solid PCD micro drills, positioning the holder as a preferred solution for CNC ultrasonic drilling, where it significantly enhances machining efficiency and extends tool life.
Ultrasonic Generator Software Control Enhancement: The integration of resonant point linear fitting technology delivers ultrasonic amplitude between 0.5 and 5μm, with strong interference resistance capability and faster frequency tracking speed. The ultrasonic amplitude demonstrates outstanding stability and reliability during long-term machining processes.
Ultrasonic Amplitude Closed-Loop Control System

This system consists of the CNC controller, an ultrasonic generator, and an ultrasonic amplitude measuring device. The target amplitude and frequency are preset, and real amplitude is measured during machining process. The ultrasonic system monitors real-time phase changes in voltage and current of the ultrasonic holder, and dynamically adjusts the ultrasonic output power and frequency. It dynamically adjusts power and frequency to compensate for tool wear or changing conditions.
The ultrasonic amplitude measuring device integrates multiple functions: amplitude measurement, tool length and diameter detection, and tool position calibration, with maximum amplitude measurement of 60μm, accuracy of ±0.5μm, tool diameter range of 0.3-55mm, frequency bandwidth of 100 kHz, and an IPX8 waterproof rating.
Tool Breakage Prognosis and Monitoring System (TBPS)

In micro-hole machining, tool wear or breakage is a major cause of scrap. Conprofe’s TBPS features non-invasive installation, real-time sensing via high-precision sensors and an edge terminal, proprietary algorithms analyzing cutting load signals, and millisecond-level alerts on chipping or breakage. This transforms tool monitoring from reactive damage control to proactive process security – critical when a single broken tool can scrap an entire showerhead containing 1,000+ holes.
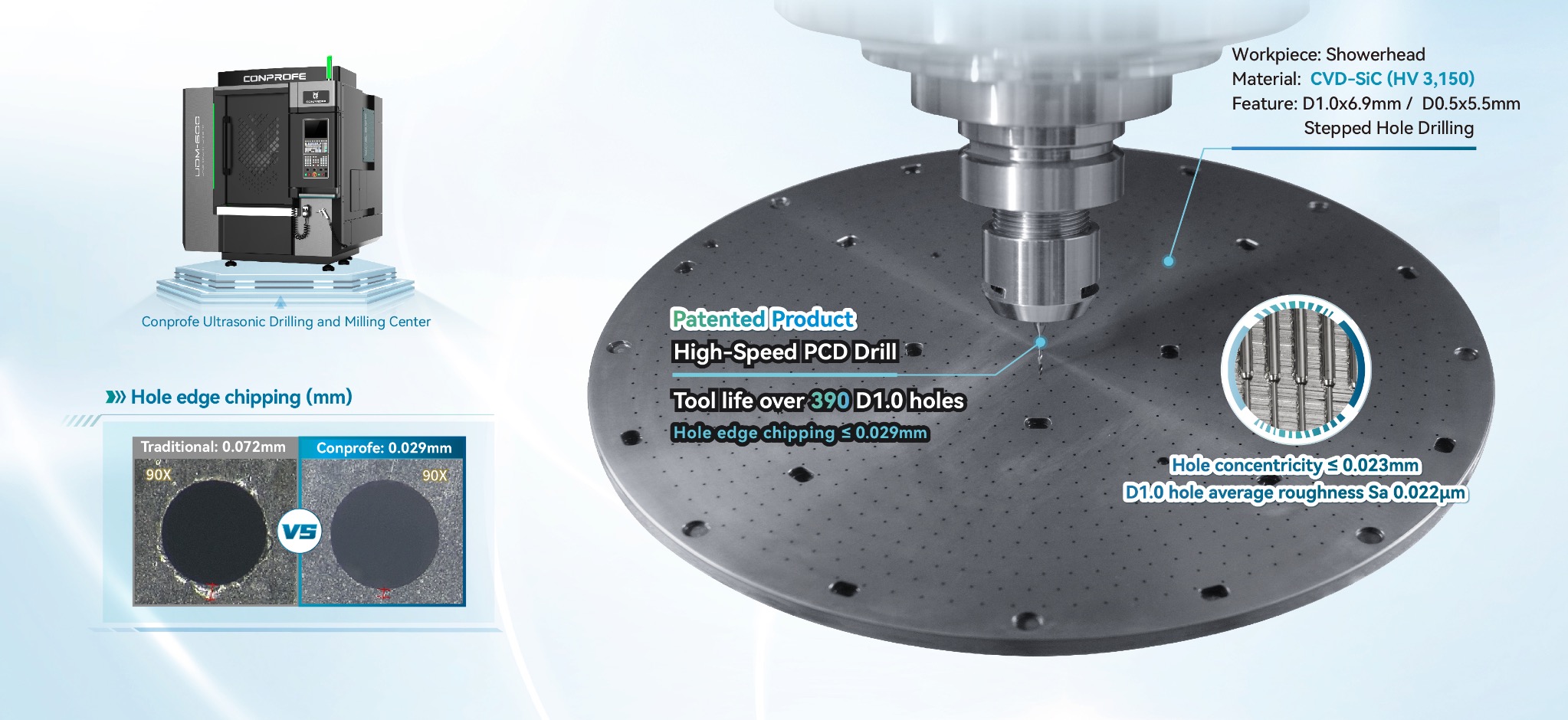
Case Study Results: CVD-SiC Showerhead Stepped Hole Drilling
Workpiece: CVD-SiC showerhead with a hardness of HV 3,150
Feature: D1.0×6.9 mm / D0.5×5.5 mm stepped holes.
Conprofe’s ultrasonic solution delivered quantifiable improvements across all key metrics. The cycle time per individual stepped hole was reduced from 14’25’’ to just 8’30’’, representing a 41% reduction in cycle time.
Tool life saw dramatic improvements as well. The high-speed PCD drill for D1.0 holes could stably machine 390 holes, with a 105.3% increase. Similarly, the D0.5 drill achieved stable machining of 320 holes, with a 100% increase. Consequently, the tool cost required to machine a single workpiece dropped from the equivalent of 11.62 tools to just 5.74 tools, with a 50.59% reduction.
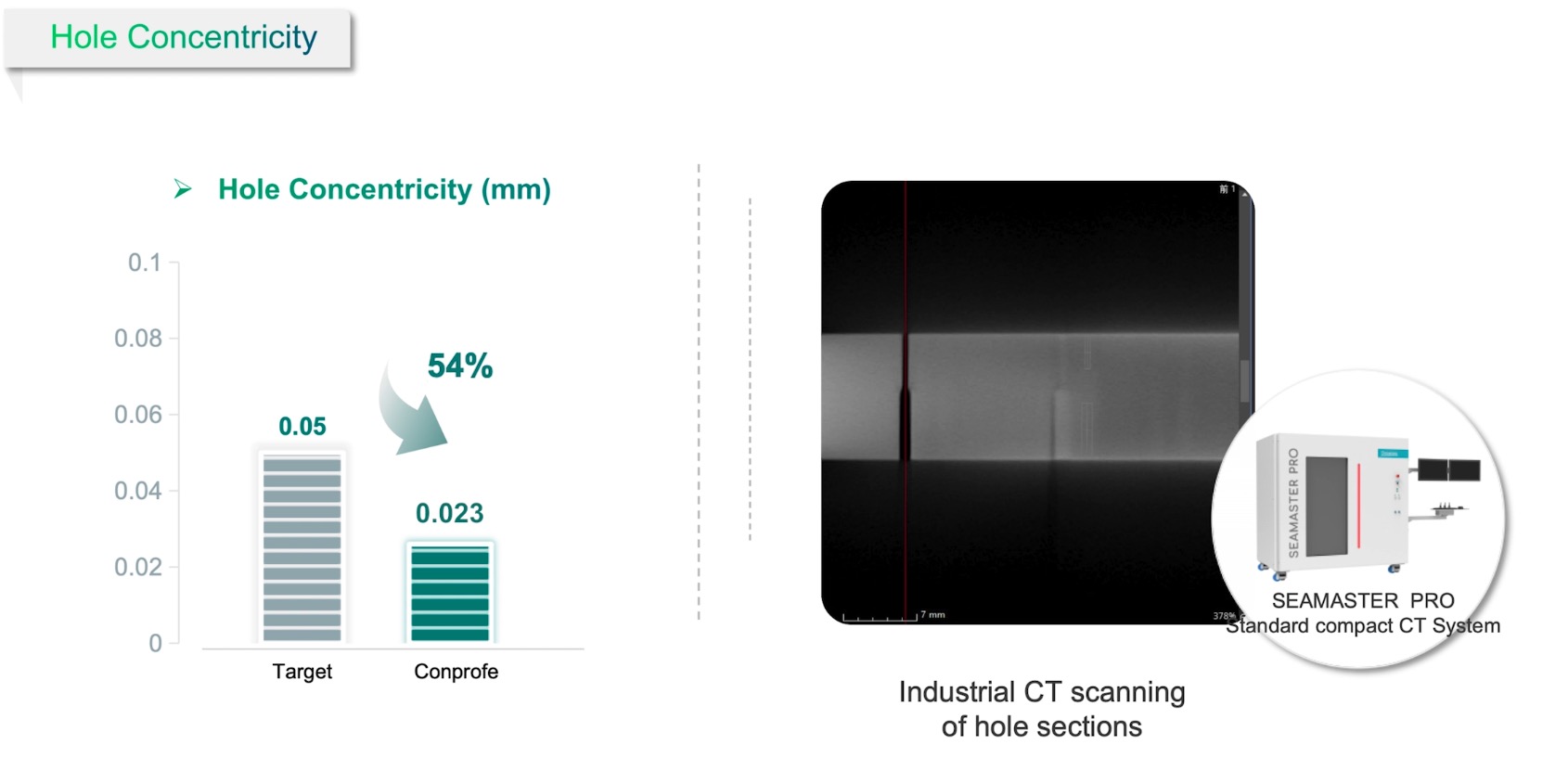
Quality parameters also significantly exceeded customer targets. The customer’s target for hole roundness was 0.02 mm or less. Conprofe’s ultrasonic solution achieved roundness ranging from 0.006 mm to 0.009 mm for D1.0 holes, and from 0.004 mm to 0.007 mm for D0.5 holes. Hole diameter tolerance, set at ±0.02mm, was maintained with D1.0 holes measuring between 0.985 mm and 1.018 mm, and D0.5 holes between 0.493 mm and 0.516 mm. Hole positional tolerance was required to be 0.1 mm or less, while Conprofe achieved a range of 0.015 mm to 0.032 mm for D0.5 holes. For hole concentricity, where the target was 0.05 mm or less, Conprofe solution delivered concentricity of 0.023 mm or better – 54% superior to the target value.
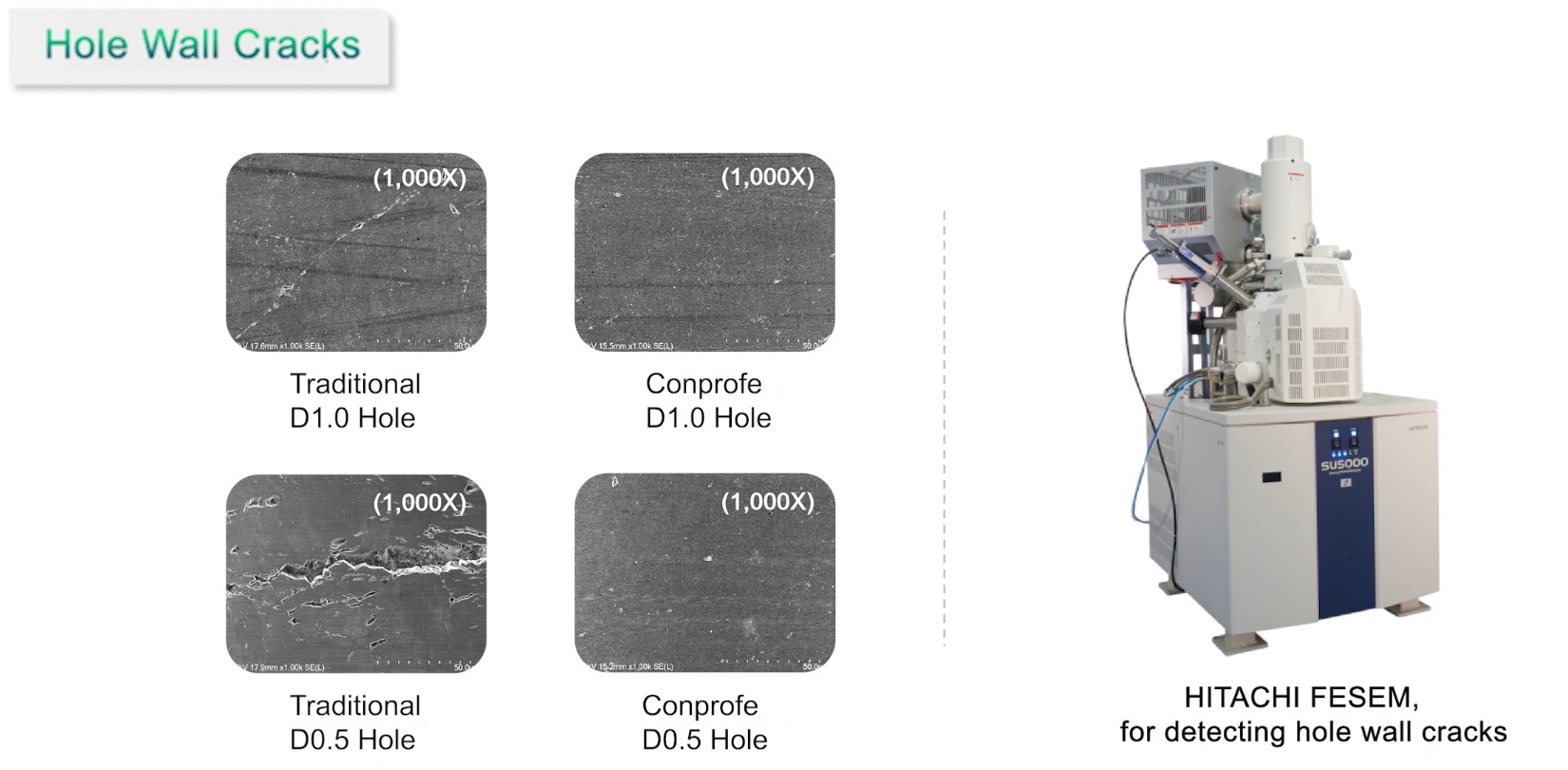
Microscopic quality was equally impressive. When magnified 1,000 times, traditional machining showed visible cracks on the hole wall, while the Conprofe ultrasonic solution showed no major cracks.
Surface roughness (Sa) on D1.0 holes was reduced from an average of 0.083μm with traditional methods to 0.022μm with ultrasonic, with a 73.5% reduction. For D0.5 holes, Sa roughness dropped from 0.053μm to 0.018μm, with a 66% reduction.
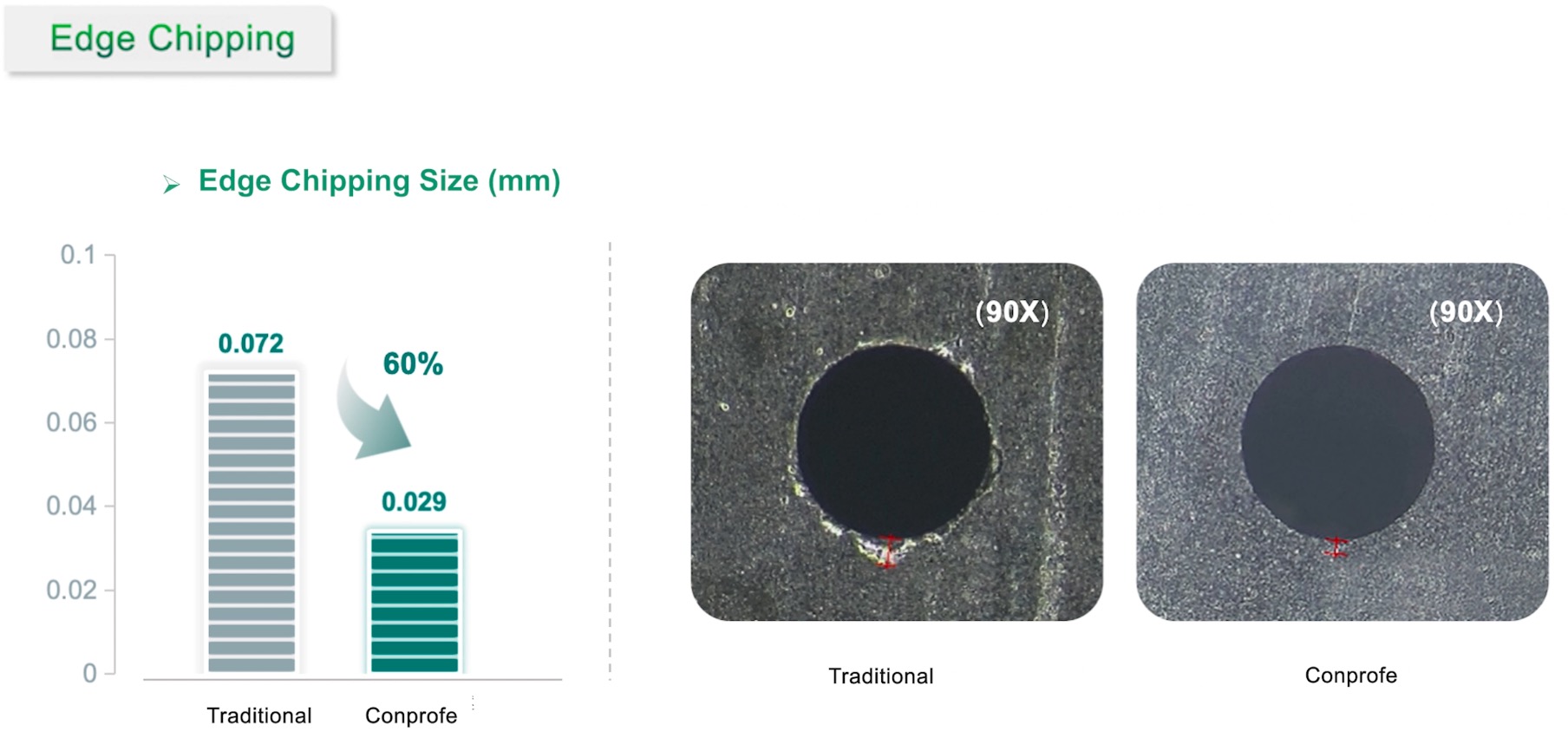
Finally, edge chipping, measured at 90 times magnification, was recorded at 0.029mm or less, well within the customer’s target of 0.05mm.
Conclusion
CVD silicon carbide no longer needs to be a bottleneck. Conprofe’s combination of the UDM-600 ultrasonic machine tool, 7th-generation ultrasonic system, closed-loop amplitude control, and TBPS tool monitoring delivers measurable, repeatable improvements: 41% faster cycle time, 105% longer tool life, and more than 50% lower tooling cost, all while maintaining micron-level precision and crack-free hole walls.
If your team is machining hard and brittle materials – especially for semiconductor, aviation, or precision SiC applications – we invite you to examine these results in detail.
Conprofe continues to advance ultrasonic and green machining technologies, turning difficult-to-machine materials into reliable production processes.