Mastering C_f/SiC Machining for Next-Gen Aero-Engines – A Conprofe Technical Deep Dive
 June 29, 2026 4:06 pm
June 29, 2026 4:06 pmNext-generation aero-engines demand lightweight, ultra-high-temperature materials like C_f/SiC, but its extreme hardness and anisotropy make conventional CNC machining impractical. This newsletter explores C_f/SiC properties and applications, analyzes key machining challenges, and presents Conprofe’s integrated solution combining Ultrasonic CNC Machine Tool with Solid PCD Cutting Tools — enabling precision deep holes, M3 threads, and Ra 3.2 μm finishes without edge defects.
C_f/SiC: The Enabling Material for Extreme Aerospace Environments

Carbon fiber-reinforced silicon carbide (C_f/SiC) is recognized as the “king of thermal structures” in modern aviation engineering. This advanced ceramic matrix composite combines the inherent high-temperature stability of SiC with the fracture toughness of carbon fibers, delivering a unique property profile that no single metal or ceramic can match.
Key material characteristics include:
Low density & high specific strength: With a density of just 2.0–2.5 g/cm³, C_f/SiC is approximately 1/3 to 1/4 the weight of conventional superalloys, yet it offers comparable or even higher strength. This translates directly into significant airframe and engine weight reduction.
Ultra-high temperature stability & oxidation resistance: The SiC matrix forms a protective oxide layer at elevated temperatures. When combined with advanced ultra-high-temperature ceramic (UHTC) coatings, C_f/SiC components can withstand short-term service temperatures ranging from 2000°C up to an astonishing 3940°C.
Exceptional fracture toughness – the true game-changer: C_f/SiC exhibits metal-like “pseudo-plastic” fracture behavior. When a crack initiates, carbon fibers bridge the fracture surfaces, pull out, and dissipate energy, effectively stopping crack propagation. Typical flexural strength reaches 108–119 MPa, with fracture toughness exceeding 16 MPa·m¹/².
Primary aviation application – high thrust-to-weight ratio aero-engines:
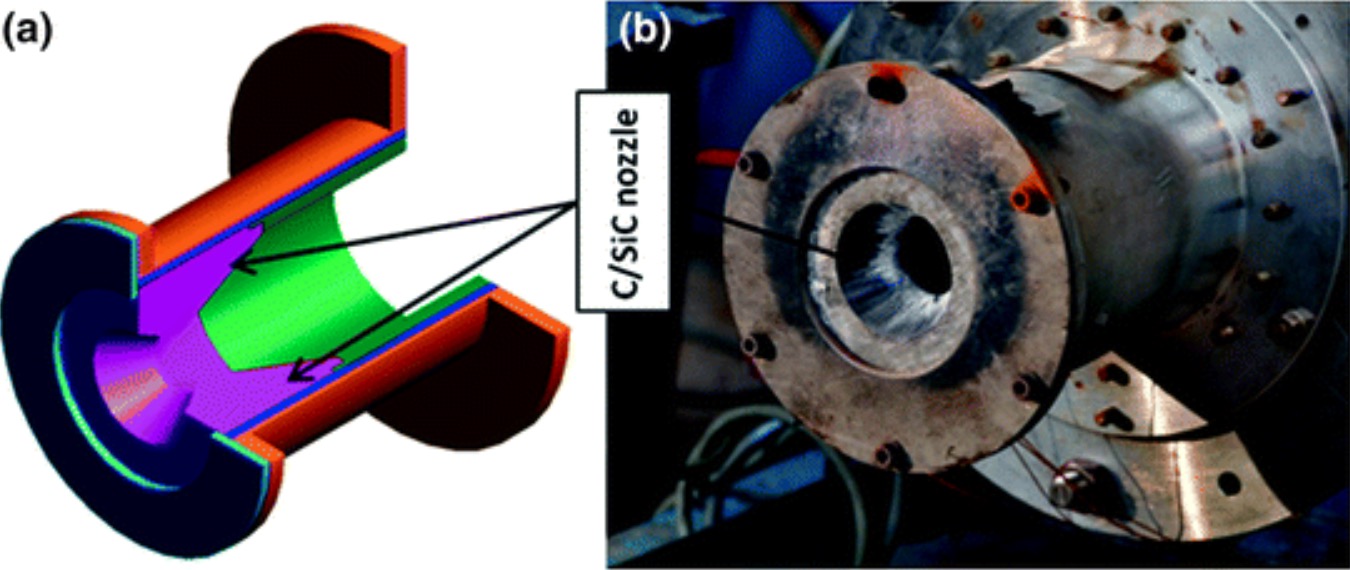
Thanks to the properties above, C_f/SiC is now a critical material for hot-section components including turbine blades, turbine shrouds, and combustion chamber floats. These parts routinely operate above 1300°C, and replacing superalloys with C_f/SiC dramatically reduces engine weight while increasing thrust-to-weight ratio – a direct enabler for next-generation propulsion systems.
CNC Machining Challenges & Recent Research Insights
Despite its remarkable in-service performance, C_f/SiC is notoriously difficult to machine – often described as “one of the most challenging materials to process of the 20th century”. Conventional CNC milling and grinding face three persistent obstacles:
Rapid tool wear: SiC is the second-hardest material after diamond. Standard carbide tools become severely worn within minutes, forcing the use of diamond-coated or polycrystalline diamond (PCD) tools.
Edge chipping & delamination: The heterogeneous, anisotropic nature of C_f/SiC means that improper cutting parameters lead to fiber pull-out, creating irreparable edge defects.
Poor surface quality control: Achieving even Ra 3.2 μm surface finish is difficult, as conventional grinding induces micro-cracks and residual stress. Strict control of depth of cut (e.g., 0.2 mm) and tool path is required.
A recent research breakthrough: Longitudinal-Torsional Ultrasonic Grinding (LTUG)
Recent studies on SiCf/SiC reveal that material removal is dominated by crack propagation during abrasive indentation. Under LTUG, the introduction of torsional vibration fundamentally changes the process mechanics:
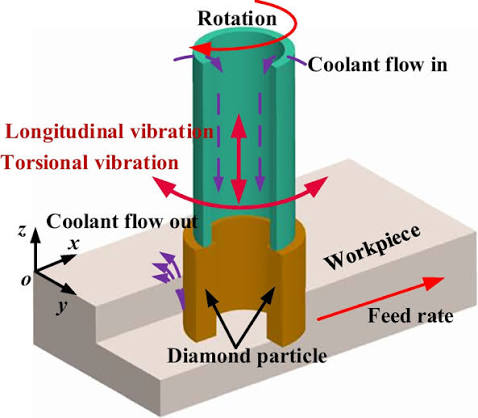
At low spindle speeds, the abrasive grain trajectory – governed by the torsional-to-longitudinal ratio – becomes the dominant factor influencing grinding performance. At high spindle speeds, although trajectory effects diminish, the high-frequency tangential acceleration induced by torsional vibration plays a critical role in suppressing chip adhesion and maintaining tool sharpness. Key findings include:
Chip adhesion is reduced by approximately 30% regardless of the torsional ratio, due to high-frequency tangential acceleration that promotes debris detachment.
Surface quality improves substantially as the torsional-to-longitudinal ratio increases, with minimized cracks and superior flatness.
Tool life is maximized under positive torsional ratios, where abrasive grain morphology remains most intact.
These findings provide a clear scientific basis for practical ultrasonic machining solutions.
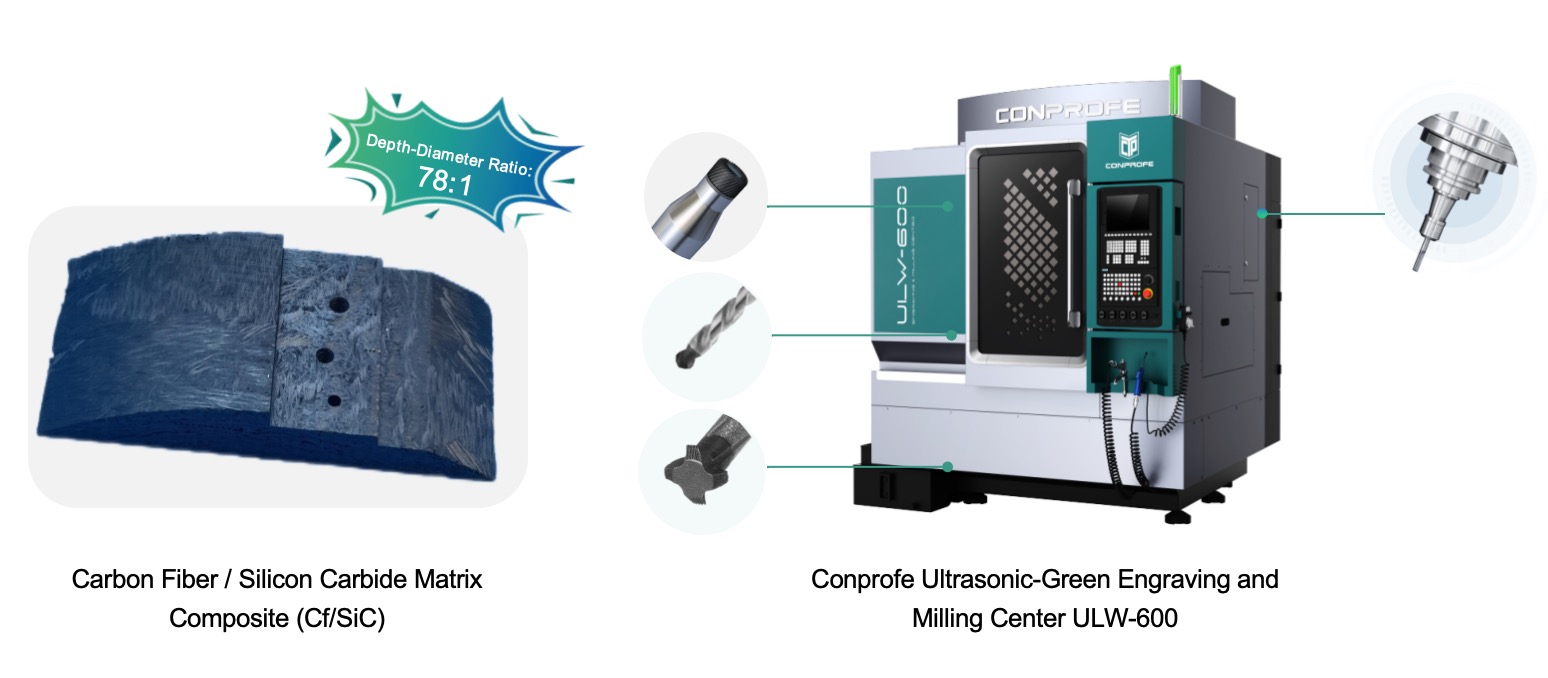
Conprofe’s Practical C_f/SiC Machining Solution: ULW-600 + Solid PCD Tooling
Conventional methods fall short: standard drilling is impossible due to extreme hardness; EDM leaves a recast layer and heat-affected zone; and M3 threaded holes are difficult to produce reliably while meeting aerospace precision requirements.
To address these challenges, Conprofe has developed an integrated solution combining Ultrasonic-Green CNC Machine Tools + Solid PCD Cutting Tools, drawing on industry-proven ultrasonic technologies.
Conprofe’s demonstrated capabilities on advanced C_f/SiC include:
D0.2 mm × 15.5 mm deep hole drilling
M3 threaded hole drilling & tapping
Surface milling

To achieve these results, the solution integrates three core elements:
Machine tool: Conprofe Ultrasonic-Green Engraving & Milling Center ULW-600
System: Conprofe Ultrasonic Machining System
Tooling Accessories: Solid PCD Micro Drills, Solid PCD Thread Mills, and Solid PCD Micro-Edge Cutting Tools
Proven advantages:
Deep hole drilling breakthrough: Ultrasonic + Solid PCD Micro Drills effectively overcomes the limitations of conventional EDM, representing a major technological advance in CNC machining of C_f/SiC.
Surface quality: Ultrasonic + Solid PCD Micro-Edge Cutting Tools achieves Ra 3.2μm surface roughness – a 36% improvement compared to traditional grinding.
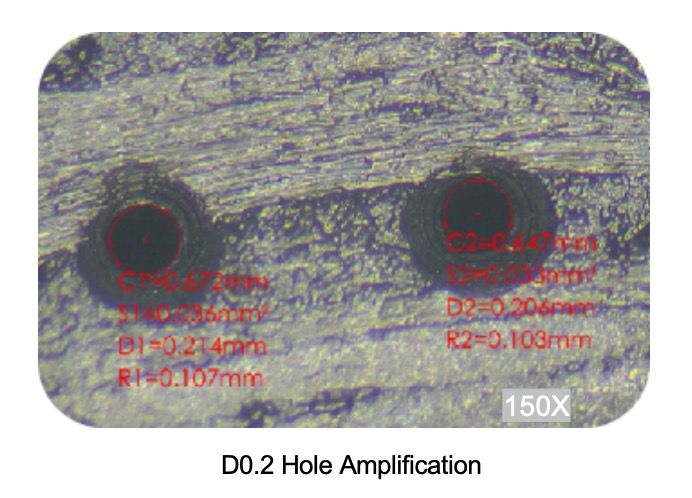
Hole edge integrity & thread quality: Ultrasonic + Solid PCD Micro Drills + Solid PCD Thread Mills produces hole edges with no fraying or chipping, and thread plug gauges pass inspection without exception.
Looking Ahead
This newsletter has focused on C_f/SiC – but Conprofe’s ultrasonic machining solutions extend to a wide range of hard-brittle materials, composites, and advanced alloys. For immediate technical inquiries or to request detailed product documentation, please contact us directly.
Stay tuned for more practical insights into advanced materials machining.